
 > 行业资讯
> 行业资讯

散热器铝型材生产需要注意哪些地方
发布者:永裕金属 发布时间:2025-07-31 9:32:21
铝合金因美观质轻、易加工成复杂的形状和良好的导热性,被广泛地用于散热器材上。铝合金散热器材主要有三种类型:梳子形、扁宽形和鱼刺形;圆形或椭圆圆形外面散热片呈放射状;树枝形。
它的特点是:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,一般散热片薄,而其根部的底板厚度大。因此给散热型材的模具设计、生产和制造带来很大的难度。
散热器铝型材尺寸较小、形状对称的产品比较容易生产,大部分散热器型材扁宽形,外形尺寸较大,有的不对称,散热片之间的槽形深宽比很大,其生产难度比较大。需要注意几方面的问题,才能顺利生产出散热器型材。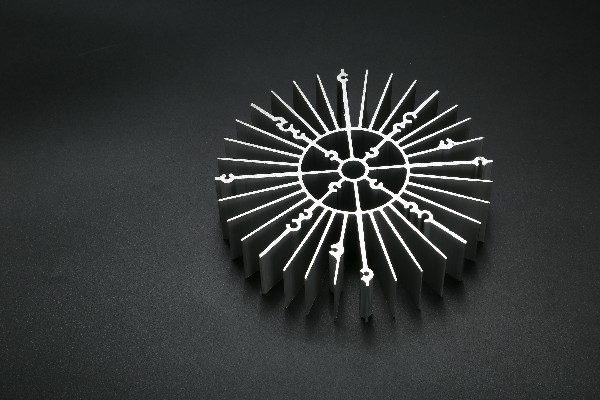
减少挤压力。为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、铸锭的状态、合金变形抗力的大小、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,
约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压第一根铸棒时,为确保能顺利生产出合格的产品,最好用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
挤压工艺。散热器型材生产的关键是挤压模具的第一次试模,有条件可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。
第一次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,可以找人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,
才逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。
若温差太大,由于上压时挤压速度慢,会使金属温度下降,容易产生堵模或流速不均匀的现象。
它的特点是:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,一般散热片薄,而其根部的底板厚度大。因此给散热型材的模具设计、生产和制造带来很大的难度。
散热器铝型材尺寸较小、形状对称的产品比较容易生产,大部分散热器型材扁宽形,外形尺寸较大,有的不对称,散热片之间的槽形深宽比很大,其生产难度比较大。需要注意几方面的问题,才能顺利生产出散热器型材。
减少挤压力。为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、铸锭的状态、合金变形抗力的大小、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,
约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压第一根铸棒时,为确保能顺利生产出合格的产品,最好用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
挤压工艺。散热器型材生产的关键是挤压模具的第一次试模,有条件可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。
第一次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,可以找人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,
才逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。
若温差太大,由于上压时挤压速度慢,会使金属温度下降,容易产生堵模或流速不均匀的现象。
相关新闻
- [2025-07-30]6000系列铝合金(厂家)
- [2025-07-30]铝合金木工设备底座
- [2025-07-30]铝制木工设备外壳定制
- [2025-07-30]铝制木工设备连接件
- [2024.09.30]铝合金保护壳
- [2024.09.30]铝制外壳耐腐蚀
- [2024.09.30]防腐铝外壳
- [2024.09.29]铝合金外壳供应商
- [2024.09.29]铝合金外壳开模周期
- [2024.09.28]铝合金外壳材料
- [2024.09.28]铝合金装饰外壳
- [2024.09.28]铝合金机箱
- [2024.09.27]铝合金外壳加工
- [2024.09.27]高端铝外壳
- [2024.09.27]铝合金防尘壳
- [2024.09.25]阳极氧化铝型材规范
- [2024.09.25]铝合金高强度测试方法
- [2024.09.25]南通众润酒业有限公司文化理念
- [2024.09.24]铝型材精密锯厂家
- [2024.09.24]铝型材轨道






